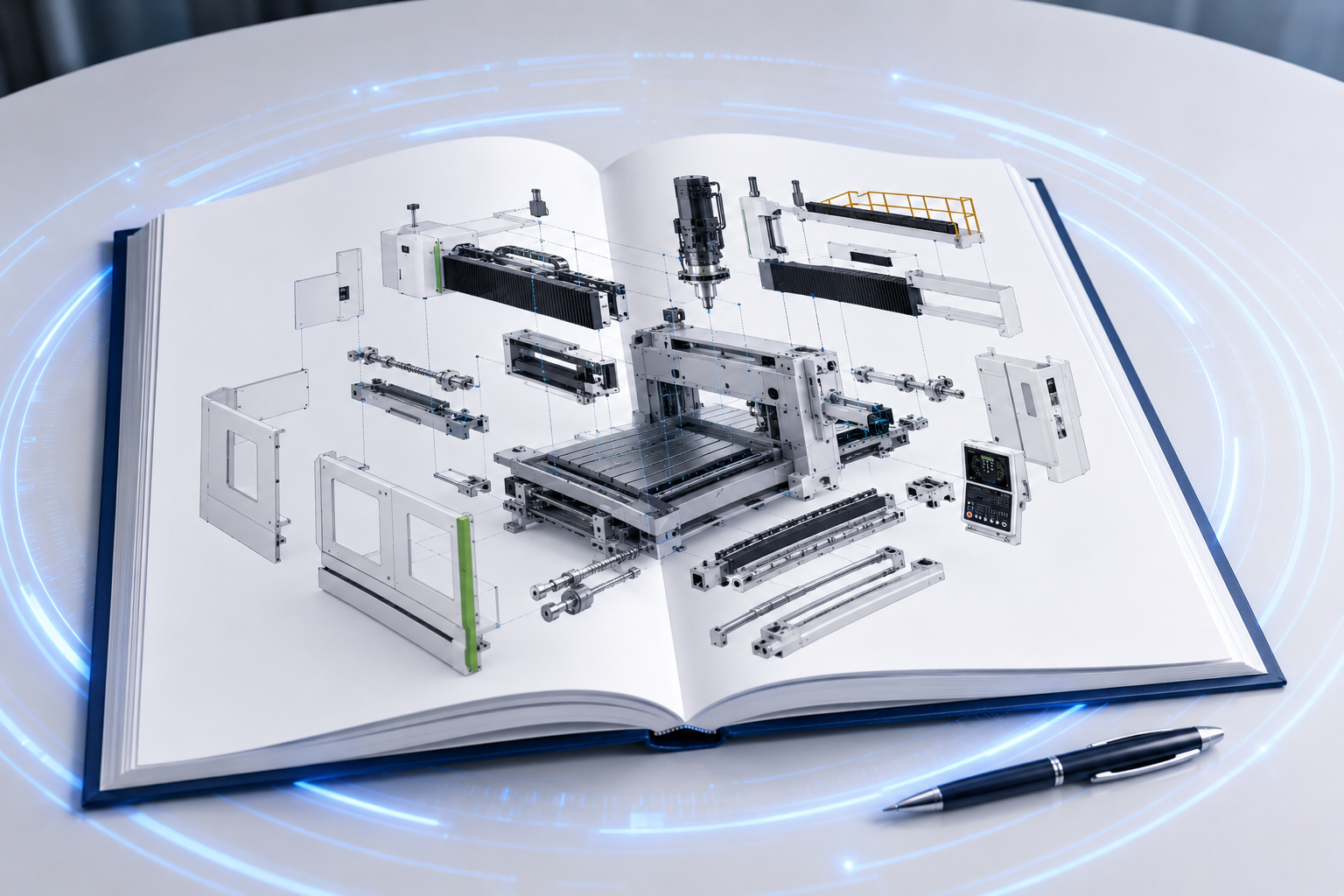
一、 大型工件加工面临的核心技术瓶颈
在重型机械与精密加工领域,工件尺寸的增加(通常指长度超过 3 米、重量超过 5 吨以上)会让加工难度呈几何级数增长。主要的技术挑战包含:
1.频繁装夹引起的非切削时间(Non-Cutting Time)膨胀与累积误差
制程痛点:传统三轴或一般四轴机台在加工大型模具的深腔、或航太件的多面向特征时,必须依赖人工进行反覆翻面与重新压紧。
物理影响: 每次重新装夹(Setup)都会引入新的基准面误差。即便使用高精度寻边器与校正块,仍无法完全消除累积误差(Cumulative Error)。此外,大型工件的「找正」与「打表校对」往往耗时数小时,导致机台长时间处于非切削状态,大幅降低设备稼动率。
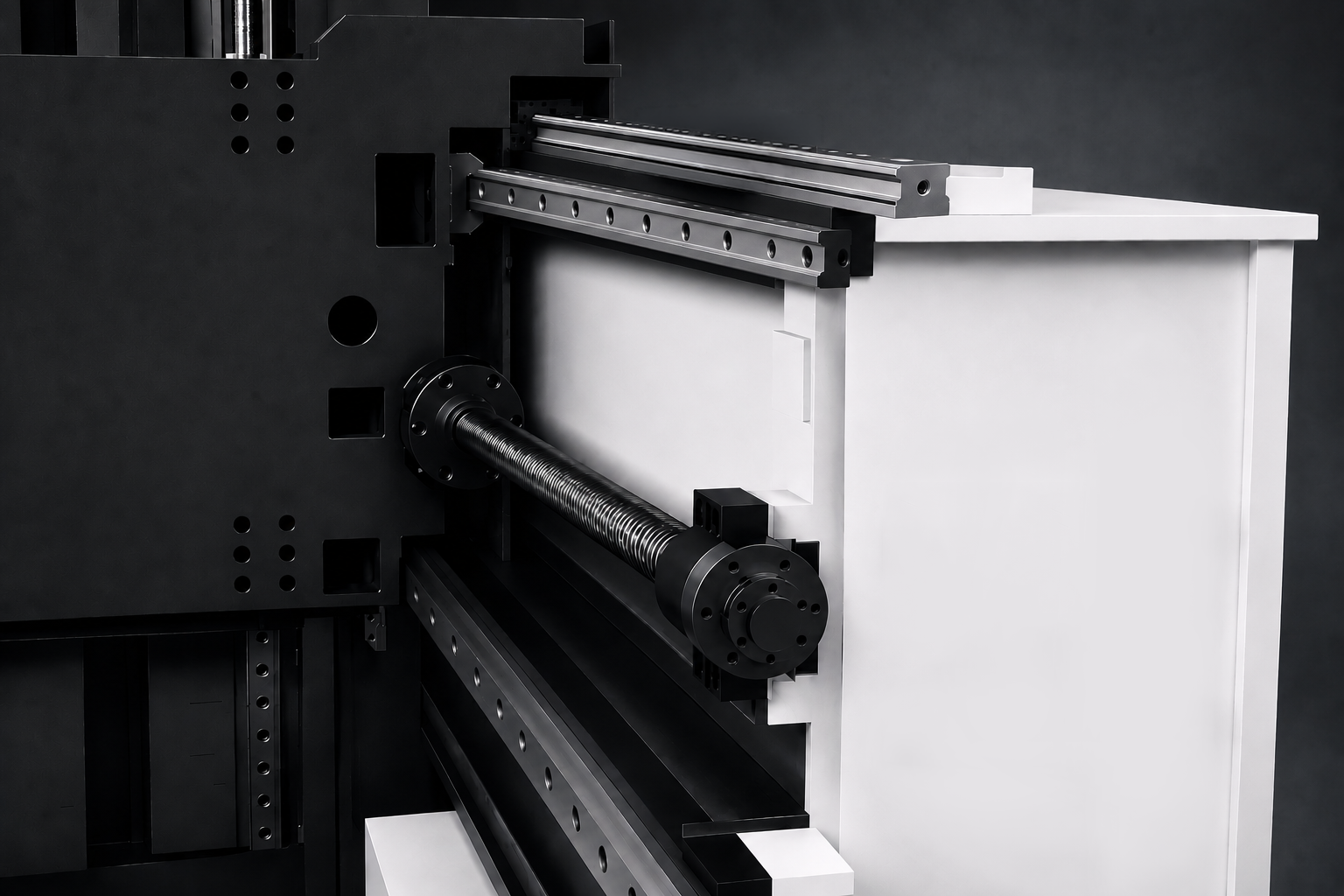
2.长时间连续加工下的结构动态刚性(Dynamic Stiffness)不足
制程痛点:大型铸件、锻件或高硬度合金钢(如模具钢 P20/H13)在进行大移除量重切削时,会产生巨大的激振力。
物理影响: 若工具机的立柱与横梁刚性不足,会引发切削颤振(Chatter)。颤振不仅会破坏工件表面粗糙度(出现震纹),还会加速刀具的崩刃与主轴轴承的疲劳磨损。
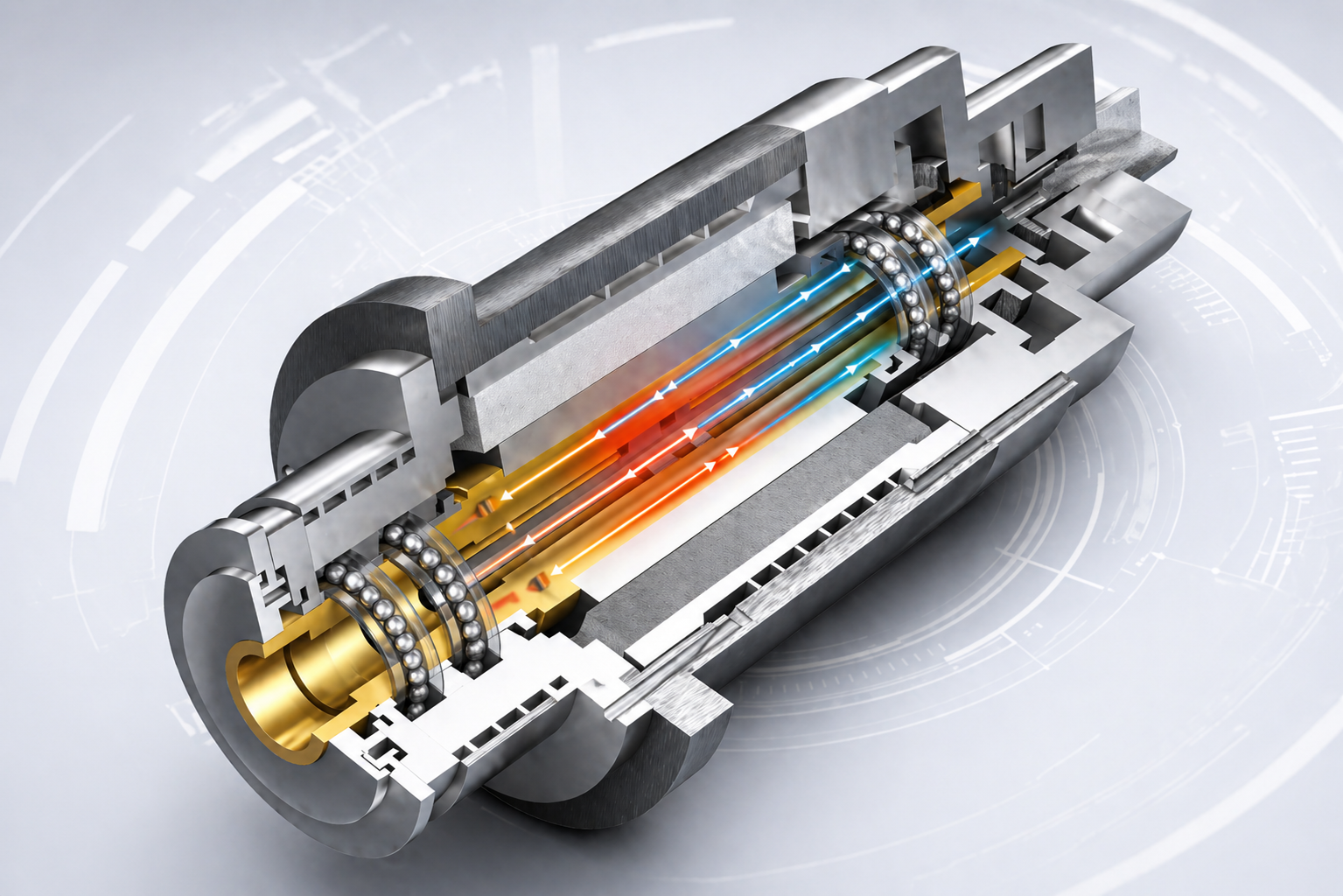
3.热变位(Thermal Displacement)导致的精度漂移
制程痛点:大型工件加工周期长,往往需要跨班次、连续切削数十小时。
物理影响: 主轴高速运转产生的切削热、环境温差(昼夜变化),以及马达发热,会导致机台结构件发生非线性热膨胀。对于长达数米的工件,数度的温差就可能导致数十微米($\mu m$)的几何变形,使最终成品超差。
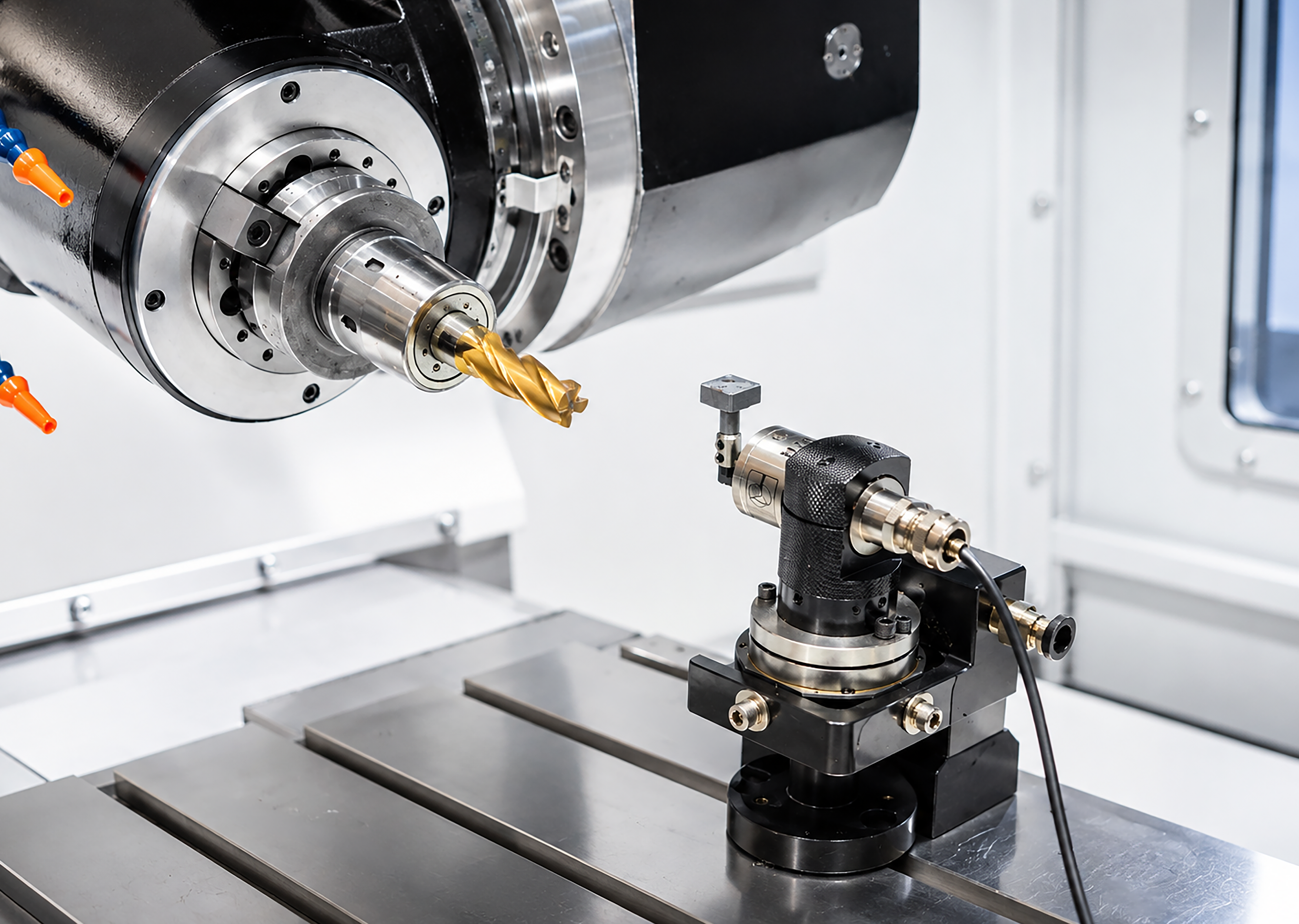
4.技术人才断层与人工换头的环境局限
制程痛点:传统大型龙门机台若需要改变加工角度,需仰赖经验丰富的师傅手动吊挂、安装各种角度头(附件头)。
物理影响: 人工换头除了耗时、危险性高之外,手动锁紧的力矩不均也会影响加工刚性。在技术人员短缺与薪资成本上升的趋势下,此模式成为产能扩充的最大绊脚石。