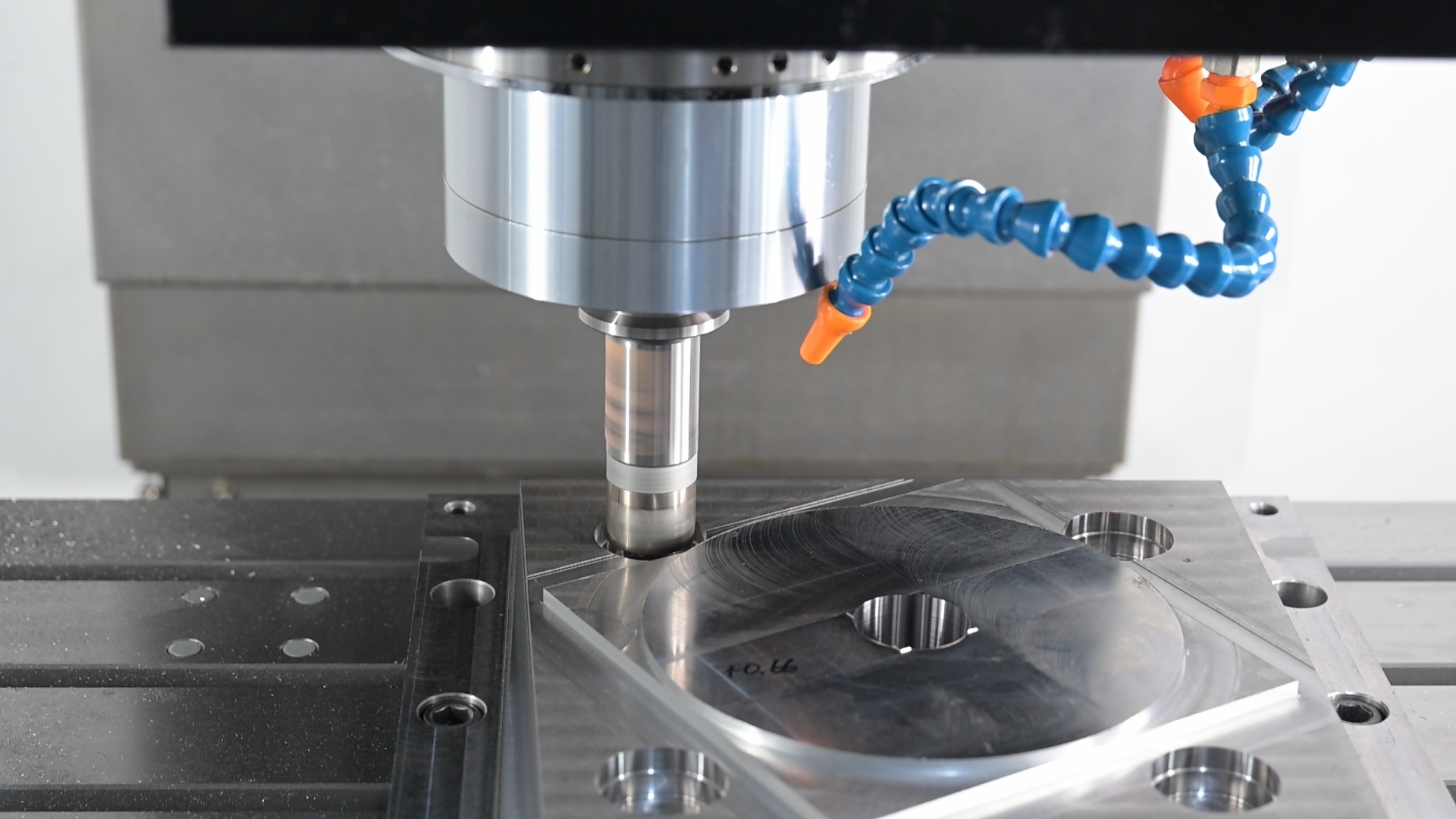
Semiconductor Vacuum Chamber Machining with Micro-Stability Concept
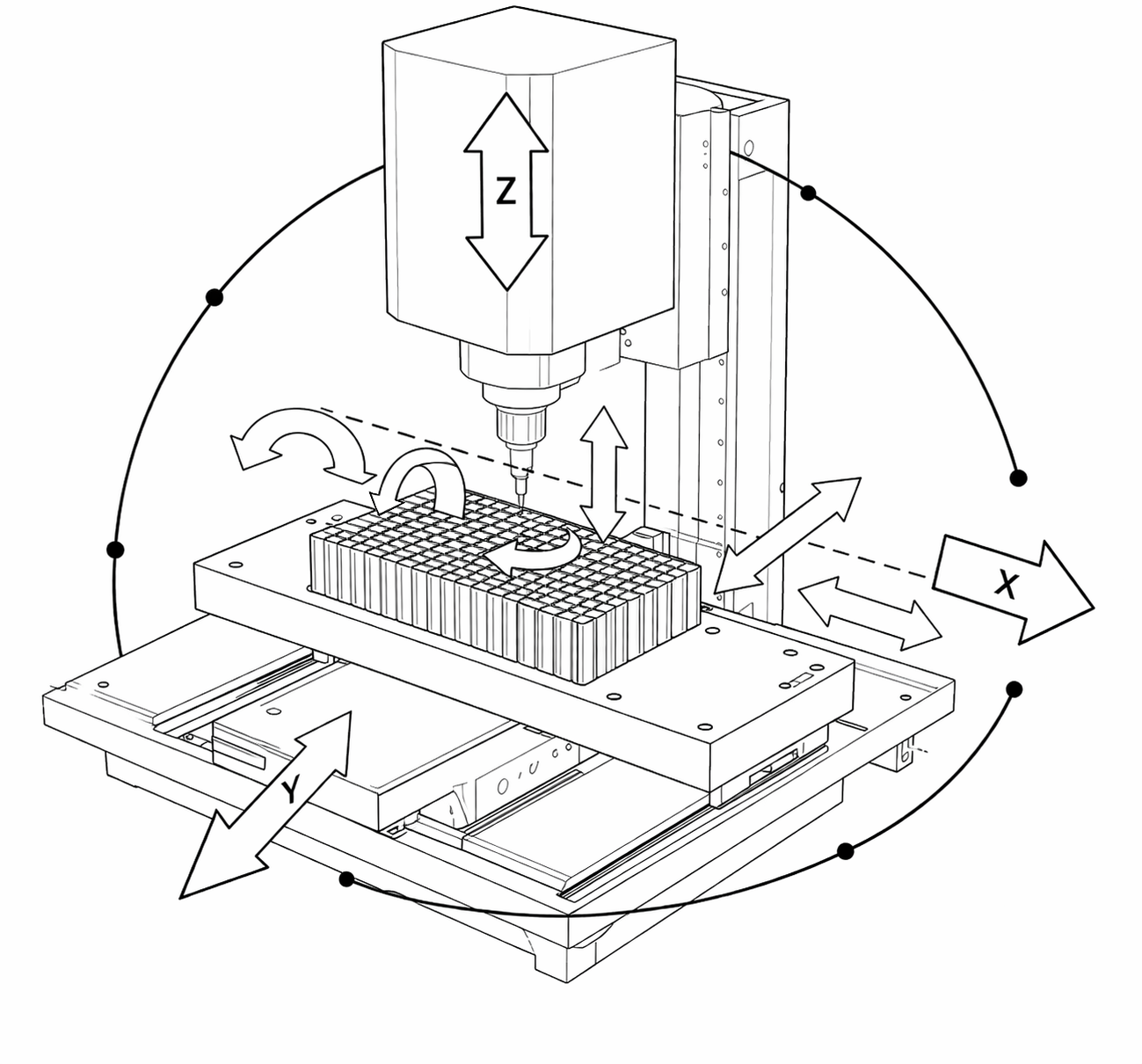
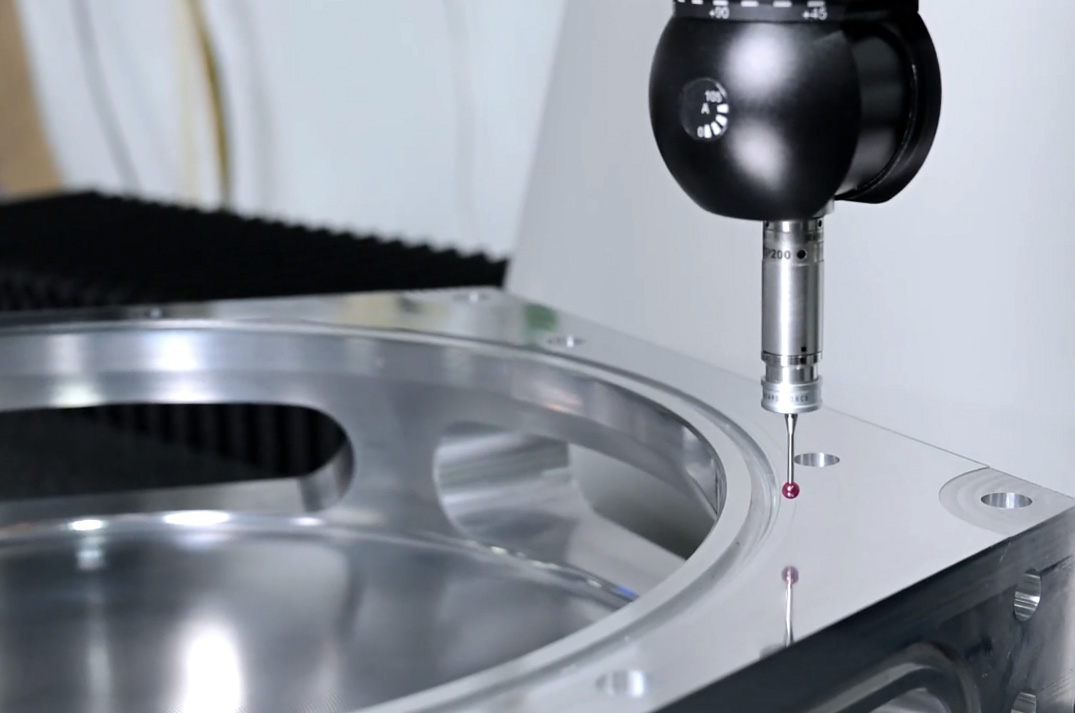
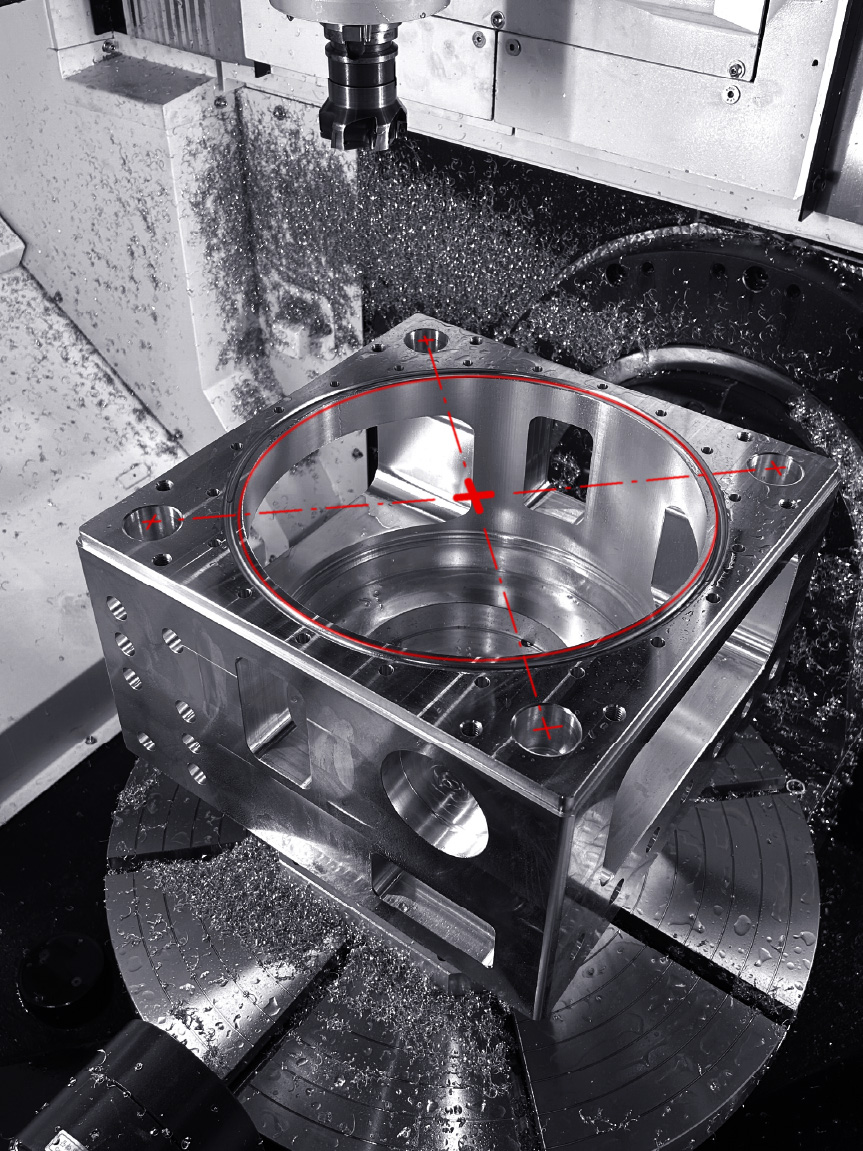
In CNC machining, machine accuracy is often discussed in terms of positioning accuracy or repeatability. While these specifications are important, they do not fully represent how a machine performs in real cutting conditions. In actual machining, the tool does not simply move along one axis at a time. It travels through three-dimensional space, and the final machining result depends on whether the tool tip can maintain consistent geometric accuracy throughout the entire working envelope.
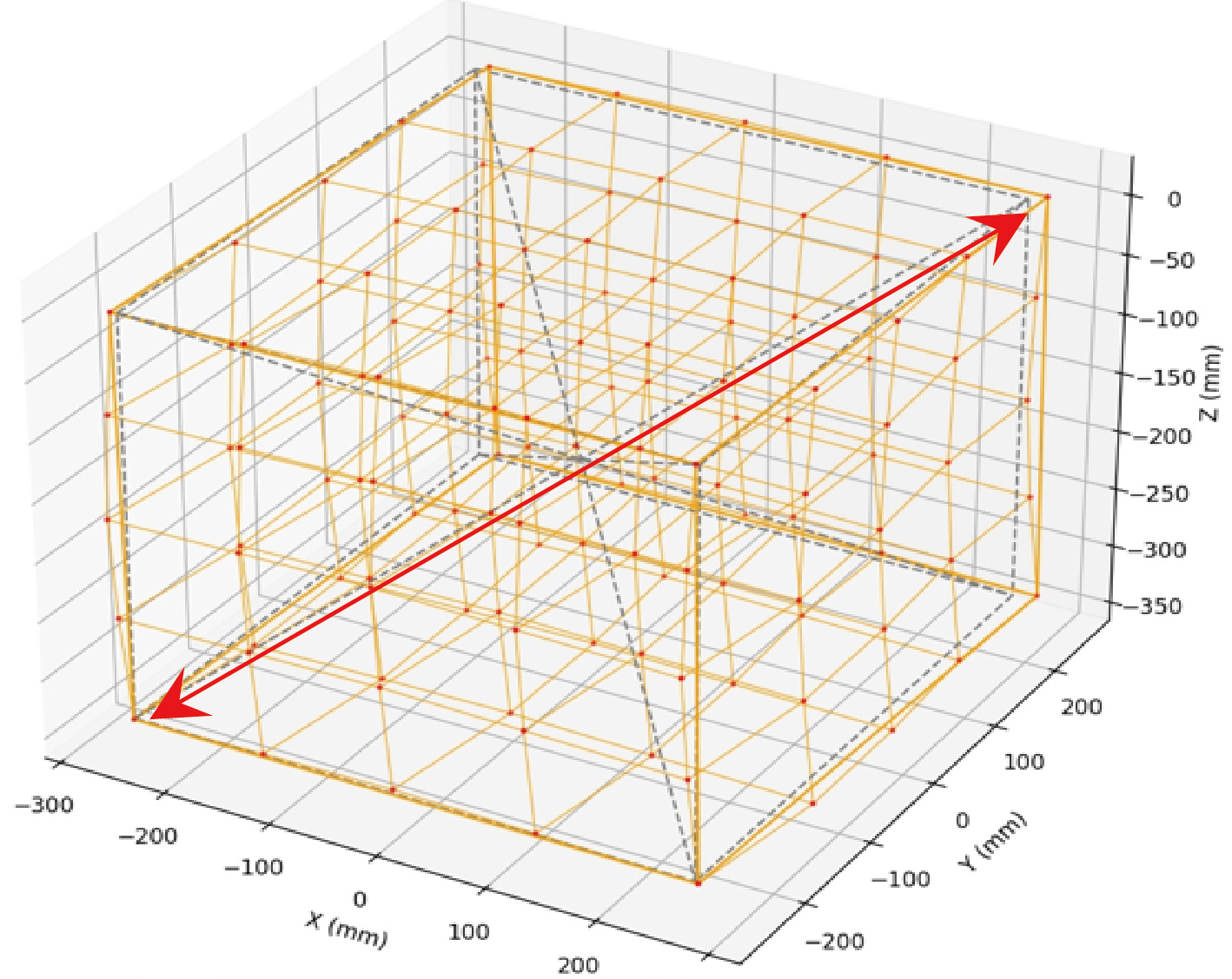
This is why volumetric accuracy compensation, also referred to as spatial accuracy compensation, has become increasingly important in advanced CNC Machine Tool development. Instead of correcting only a single-axis deviation, this technology addresses the accumulated geometric errors that exist throughout the machine’s full machining volume. The goal is to ensure that the tool maintains better positional and geometric consistency at different locations, heights, and motion paths inside the machine.
For industries such as semiconductor machining, die and mold manufacturing, aerospace components, and other high-tolerance applications, this capability is becoming far more important than simply having good static specifications on paper.